
 русский
русский
 عربى
عربى
 Tiếng Việt
Tiếng Việt
Professional coating line specially designed for large castings and heavy truck parts, applicable to various large castings (engineering castings, mining equipment castings, industrial castings) and h...
See DetailsYueze Environmental Protection provides one-stop compliant industrial surface treatment solutions with professional tech and fine craftsmanship.
 Get Inquiries
Get Inquiries
2026-07-16
Content
Large castings and heavy truck components demand a coating system that is stronger, more stable, more intelligent, and more environmentally responsible than a conventional paint line. A coating line for large castings and heavy truck parts is not simply an enlarged version of ordinary coating equipment; it is a purpose-built industrial surface treatment solution designed around heavy loads, irregular shapes, rough casting surfaces, complex internal corners, long chassis components, and high-volume production requirements. For manufacturers of engineering castings, mining equipment castings, truck chassis, axles, frames, fenders, engine parts, wheel hubs, and similar heavy components, the quality of the coating line directly affects corrosion resistance, product appearance, operating cost, delivery capacity, and long-term market competitiveness.
This article explains the structure, advantages, process flow, customization logic, environmental performance, and manufacturing strength behind a professional coating line for large castings and heavy truck parts. It also highlights why a modular automatic production line supplied by JIANGSU YUE ZE ENVIRONMENTAL PROTECTION EQUIPMENT CO., LTD. can offer significant advantages over standard manual spraying areas, small-batch paint booths, and light-duty automated coating lines.
Coating Line for Large Castings & Heavy Truck Parts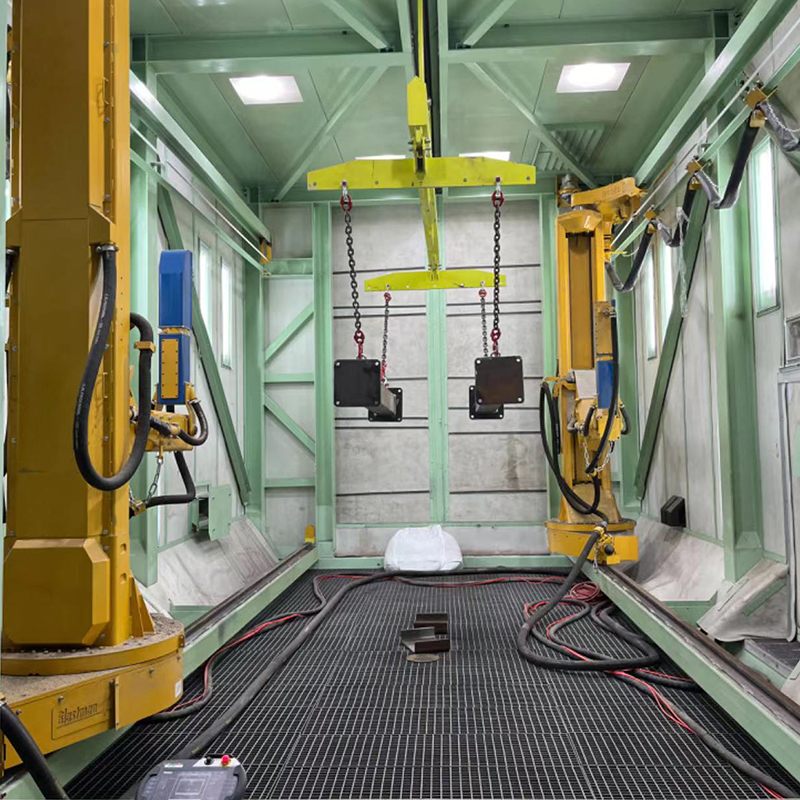
Large castings and heavy truck parts operate in harsh environments. Mining equipment castings may face impact, dust, moisture, and corrosive media. Heavy truck chassis and axles are exposed to road salt, mud, vibration, high temperature, and long-term mechanical stress. Engine parts and frames must maintain protective performance under repeated thermal and mechanical cycles. Therefore, their coatings must provide more than surface color; they must deliver adhesion, corrosion resistance, wear resistance, impact resistance, and stable protection over a long service period.
Traditional manual spraying can be suitable for repair work or small quantities, but it often struggles with consistency when parts are large, heavy, and irregular. Operators may have difficulty reaching inner cavities, corners, welds, ribs, blind spots, and long structural sections. Film thickness may fluctuate widely, resulting in thin areas that corrode early and thick areas that sag, crack, or waste paint. Manual handling also increases safety risks when components weigh tens or hundreds of kilograms.
A professional coating line solves these problems by integrating pretreatment, conveying, spraying, curing, waste gas purification, process control, and production logistics into a continuous industrial system. Instead of relying on individual operator experience alone, the line uses controlled parameters such as conveyor speed, booth airflow, spray distance, atomization pressure, electrostatic voltage, curing temperature, curing time, and programmed process recipes. This improves repeatability and makes large-scale production more reliable.
For castings, the challenge begins before coating. Casting surfaces often contain oxide scale, sand residue, oil stains, rust, pores, sand holes, and uneven surface texture. If these contaminants are not removed thoroughly, even a high-quality paint or powder coating may fail prematurely. Therefore, a dedicated line normally includes grinding, polishing, degreasing, washing, derusting, phosphating, drying, and inspection stages before the spraying operation. The goal is to create a stable surface foundation so the coating can bond strongly and protect the workpiece throughout its service life.
For heavy truck parts, size and geometry become equally important. A truck frame may be long and narrow, requiring extended booth length and stable conveying. Axle housings and chassis parts may include multiple surfaces that need multi-angle spray coverage. Fender parts may require both appearance quality and anti-corrosion protection. A flexible coating line must therefore be designed according to the maximum workpiece weight, length, width, height, surface condition, coating system, output target, and plant layout.
The coating line for large castings and heavy truck parts belongs to the category of modular automatic production line equipment. It is designed for full-automatic or semi-automatic coating production of extra-large, extra-heavy, and structurally complex workpieces. Typical versions include full-automatic large casting coating lines, heavy truck parts anti-corrosion coating lines, integrated pretreatment, spraying, and curing lines, large workpiece electrostatic coating lines, and customized heavy-duty coating production lines.
The system can be configured for primer, topcoat, clear coat, anti-corrosion coating, electrostatic coating, and other industrial coating processes. Depending on customer requirements, the line can include automatic feeding, grinding room, multi-stage pretreatment, drying furnace, electrostatic spray booth, paint and bake booth, infrared radiation drying system, curing furnace, cooling area, automatic blanking, conveyor system, waste gas purification equipment, paint mist filtration, PLC control, parameter storage, and fault self-inspection.
One of the most important features of this product is heavy-load adaptation. The conveying system, hooks, rails, support structures, drive units, and booth dimensions are engineered for bulky workpieces. Large castings such as engine blocks, frames, wheel hubs, counterweight blocks, and industrial castings may be dense and compact. Heavy truck parts such as truck chassis, axles, engine parts, frames, and fenders may be long, irregular, and multi-sided. The line must hold them firmly, move them smoothly, and prevent shaking during spraying and curing.
Another defining feature is coating uniformity. The line can use high-voltage electrostatic spraying combined with precise atomization to control film thickness in a stable range. A typical adjustable film thickness range of 50 to 200 micrometers can meet different protective and appearance requirements. Uniform coating reduces sagging, bubbles, missing areas, and excessive overspray. Strong adhesion helps prevent peeling and rusting during long-term use.
The system also emphasizes automation. A full automatic assembly line integrates feeding, pretreatment, spraying, curing, and blanking. Compared with manual production, this can reduce operator dependence, improve work efficiency by more than 40 percent in suitable applications, and support standardized batch production. The PLC intelligent control system can store process parameters for different workpieces, making it easier to switch between product types while keeping the production cycle controllable.
Many coating systems can apply paint, but not every system can reliably coat large castings and heavy truck parts. The competitive advantage of this heavy-duty coating line comes from its integrated engineering approach. It is not limited to a spray booth; it covers the entire production route from surface preparation to environmental treatment.
Compared with manual spraying areas, the line provides stronger consistency. Manual spraying depends heavily on worker skill, fatigue level, lighting, part accessibility, and production pressure. In contrast, an automatic or modular line controls workpiece movement, spray timing, curing conditions, and process flow. The result is a more repeatable film thickness and a more stable surface appearance.
Compared with light-duty coating lines, the heavy-duty system provides better load-bearing performance. Light rails and hooks may deform or vibrate when carrying oversized castings. Instability during spraying can create uneven coating, safety hazards, and equipment wear. The heavy-duty conveyor is designed to support bulky workpieces with stable movement, reducing shaking and improving spraying accuracy.
Compared with simple paint booths, the integrated line offers superior pretreatment. Coating failure often begins with poor surface preparation rather than poor paint quality. Multi-stage pretreatment such as degreasing, water washing, derusting, phosphating, and drying can remove surface contaminants and improve adhesion. For castings with pores and sand holes, targeted finishing and pretreatment can create a flatter, cleaner surface before primer application.
Compared with non-integrated systems, the modular automatic line improves production rhythm. If grinding, spraying, curing, and logistics are separated, workpieces may be moved repeatedly by cranes or forklifts, increasing handling time, labor cost, and damage risk. A continuous line reduces unnecessary movement and organizes production into a predictable flow.
Compared with outdated curing systems, energy-saving curing furnaces and infrared radiation drying can improve curing efficiency. Infrared radiation heats the coating layer directly and is useful for thick primer and topcoat layers on heavy castings. Waste heat recovery technology can reduce energy consumption by approximately 30 percent in suitable configurations. This helps control operating cost while supporting green production goals.
Compared with coating systems lacking environmental controls, the line can be equipped with closed-loop paint mist and waste gas recycling, high-efficiency filtration, and flue gas purification systems. These modules help prevent paint mist leakage and waste gas pollution, supporting compliance with environmental assessment standards and improving the working environment.
A professional coating line for large castings and heavy truck parts usually consists of multiple modules. The final configuration depends on the workpiece, coating material, output, available workshop area, and environmental requirements. The modular design allows customers to choose the necessary functions while leaving room for future upgrades.
The first module is the loading and conveying system. Large workpieces are hung or placed on carriers according to their shape and weight. The system may use heavy-duty hanging conveyors, logistics conveyors, customized hooks, carriers, and drive units. The design goal is smooth movement, accurate positioning, sufficient load capacity, and easy maintenance.
The second module is grinding and finishing. For castings, this stage removes sand residue, burrs, oxide scale, rough edges, and visible surface defects. A large-sized parts grinding room provides enough space for operators and equipment to treat oversized components safely. Proper finishing improves both appearance and coating adhesion.
The third module is pretreatment. A typical sequence can include degreasing, water washing, derusting, phosphating, and drying. Degreasing removes oil stains from machining, storage, or transportation. Washing removes chemical residue. Derusting eliminates oxidation. Phosphating creates a conversion layer that improves adhesion and corrosion resistance. Drying prevents moisture from remaining on the surface before spraying.
The fourth module is the spray booth. For large castings and truck parts, the booth must have enough width, height, and length to accommodate the maximum workpiece envelope. Spray guns may be arranged at different angles to cover outer surfaces, internal surfaces, corners, gaps, and complex structures. High-voltage electrostatic spraying helps improve transfer efficiency and coating uniformity.
The fifth module is curing. Depending on the coating process, the line may use a curing furnace, infrared radiation drying, hot air circulation, or a combined method. Curing temperature and time must match the coating material and the thermal mass of the workpiece. Heavy castings absorb heat differently from thin sheet metal parts, so curing design must consider workpiece thickness and heat capacity.
The sixth module is waste gas and paint mist treatment. Paint mist filtration, exhaust air collection, waste gas purification, and emission control equipment are essential for safe and compliant operation. The line can be designed to reduce paint mist leakage, capture volatile emissions, and support environmental regulations.
The seventh module is intelligent control. A PLC control system coordinates conveying, spraying, heating, ventilation, safety interlocks, alarms, and parameter storage. Operators can preset process recipes for different workpieces and switch production batches more efficiently. Fault self-inspection can shorten troubleshooting time and reduce downtime.

Although every project is customized, a standard heavy-part coating process can be described in several stages. The sequence begins with incoming inspection. Workpieces are checked for size, weight, surface defects, oil contamination, rust, and casting residue. This information helps determine whether grinding, shot cleaning, or additional surface treatment is needed before the automated coating process.
The next stage is grinding and surface finishing. Castings pass through a grinding room or finishing area where burrs, sand residue, rough edges, and visible defects are removed. For large counterweight blocks, industrial castings, and engine-related components, this step can significantly improve final coating quality. If pores or sand holes are present, targeted treatment may be required to prevent coating defects.
After finishing, workpieces are loaded onto the conveyor. Heavy-duty hooks or carriers must match the weight distribution and geometry of each part. Correct hanging position is important because it affects drainage during pretreatment, spray accessibility, and curing uniformity. The conveyor then moves parts through pretreatment stages.
During degreasing, oil stains and contaminants are removed. Washing follows to eliminate remaining chemical residue. Derusting or surface activation may be used to remove oxidation and prepare the surface. Phosphating creates a protective conversion layer and improves adhesion. Drying removes moisture before the coating stage.
In the spraying stage, primer is applied first when the process requires strong anti-corrosion protection. High-voltage electrostatic spraying and precise atomization help create a uniform film. For complex truck parts, spray angles and gun positions are adjusted to reach hidden areas, corners, and gaps. For dense castings, conveyor speed may be slower to ensure adequate coverage.
After primer application, the part enters infrared radiation drying or a curing furnace. The goal is to stabilize the primer layer before the next coating. Then the topcoat is applied, providing additional protection, color, surface smoothness, and appearance quality. A final curing step completes film formation.
After curing, workpieces move to cooling, inspection, and unloading. Quality checks may include visual inspection, film thickness measurement, adhesion testing, surface smoothness evaluation, and defect identification. Qualified parts then proceed to assembly, storage, or shipment.
The following table summarizes how a dedicated coating line for large castings and heavy truck parts compares with several common alternatives.
| Evaluation Item | Manual Spraying Area | Light-Duty Automatic Line | Dedicated Heavy-Duty Coating Line |
|---|---|---|---|
| Load Capacity | Depends on cranes and manual handling | Suitable for small or medium parts | Designed for extra-large and extra-heavy workpieces |
| Coating Uniformity | Strongly affected by operator skill | Stable for simple shapes | Stable for large, irregular, and complex components |
| Pretreatment Integration | Often separated or limited | May include basic cleaning | Can integrate degreasing, washing, derusting, phosphating, and drying |
| Production Efficiency | Low to medium | Medium to high for light parts | High for heavy-part batch production |
| Environmental Control | Often depends on local exhaust | Moderate filtration options | Closed-loop paint mist and waste gas treatment can be configured |
| Customization | Flexible but labor-intensive | Limited by standard dimensions | Modular design according to part size, weight, process, and output |
| Long-Term Cost | Higher labor and rework cost | Efficient only within size limits | Lower unit cost in mass production with better quality stability |
This comparison shows why heavy workpieces require special engineering. The dedicated line offers advantages in load capacity, coating stability, environmental compliance, and mass production efficiency. It is especially suitable for manufacturers that need consistent anti-corrosion performance and repeatable coating quality across large production volumes.
Heavy load adaptation is one of the core strengths of the coating line. Large castings and heavy truck parts may weigh far more than standard industrial components. The conveyor system must not only carry the static load but also maintain stability during acceleration, deceleration, booth entry, pretreatment flow, heating, and unloading.
A well-designed heavy-duty conveyor reduces workpiece shaking. This is important because shaking can disturb spray distance, create uneven film thickness, and increase the risk of collision with booth walls or other parts. Stable movement allows spray guns to maintain consistent coverage and supports repeatable production quality.
Hook and carrier design is equally important. Dense castings may require reinforced hooks with high safety margins. Long truck frames may require multiple support points to prevent tilting. Axles and irregular structures may need customized hanging fixtures so that the coating can reach all necessary surfaces.
The conveyor must also match the production rhythm. If the line is too fast, coating and curing may be incomplete. If it is too slow, output may not meet production demand. PLC control allows conveyor speed and process timing to be adjusted according to workpiece type, coating thickness, and curing requirements.
Compared with competitors that supply standard conveyors for general-purpose coating lines, a heavy-duty modular system offers greater adaptability. It can be designed from the beginning around maximum part weight, hook spacing, turning radius, booth size, pretreatment length, curing time, and plant logistics. This system-level design reduces the risk of later modifications and improves long-term reliability.
Coating quality is determined by multiple factors: surface cleanliness, spray atomization, electrostatic effect, film thickness control, curing accuracy, and inspection discipline. The coating line for large castings and heavy truck parts is designed to manage these factors as an integrated process.
High-voltage electrostatic spraying improves coating transfer efficiency by attracting coating particles toward the workpiece surface. This is especially useful for large parts where material waste can be significant. Precise atomization helps create a smoother surface and more uniform distribution. The adjustable film thickness range of 50 to 200 micrometers supports different requirements, from standard protective coatings to thicker anti-corrosion systems.
For heavy truck components, the coating must withstand difficult working conditions. Road vibration, stones, dust, mud, rain, snow, salt, heat, and chemical exposure can all damage poor coatings. A high-quality anti-corrosion coating system protects metal surfaces, reduces maintenance, and extends part service life.
For castings, coating adhesion is especially important because rough and porous surfaces can hide contaminants. The pretreatment and drying stages reduce this risk. When the surface is properly prepared and the coating is cured under controlled conditions, adhesion improves and later peeling becomes less likely.
The line is also designed to reduce common coating defects. Sagging occurs when coating is applied too thickly or flows before curing. Bubbles may result from moisture, contamination, or improper curing. Missing areas can occur when complex corners are not reached. Uneven surfaces can result from poor atomization or rough preparation. By controlling pretreatment, spray parameters, booth airflow, and curing, the line helps reduce these defects and improve first-pass yield.
Pretreatment is the foundation of coating durability. No coating line can achieve reliable long-term protection if oil, rust, oxide scale, casting sand, moisture, or chemical residue remains on the surface. For heavy castings and truck parts, pretreatment must be strong enough to handle rough industrial surfaces while still being controlled enough to avoid damaging the workpiece.
A multi-stage pretreatment process typically begins with degreasing. Oil may come from machining, handling, storage, or transport. If not removed, it can prevent coating adhesion and create craters or fisheyes. After degreasing, water washing removes chemicals and loosened contaminants.
Derusting removes oxidation and prepares the surface for conversion treatment. Phosphating then creates a thin conversion layer that improves coating adhesion and corrosion resistance. For heavy truck parts exposed to outdoor environments, phosphating is an important step in building a durable anti-corrosion system.
Drying is also essential. Moisture trapped under coating can cause bubbles, poor adhesion, and early corrosion. Large castings may retain moisture in pores, corners, and cavities, so drying time and temperature must be properly designed.
Compared with competitors that offer only a spraying booth and leave pretreatment to separate workshops, an integrated pretreatment and coating line provides better process control. Each stage is connected, reducing contamination between steps and improving production continuity. This is especially valuable for mass production because it reduces uncertainty and improves repeatability.
Automation is a major reason manufacturers invest in a modular automatic coating line. Large casting and heavy truck part production often involves repeated batches of similar workpieces. Once process parameters are established, automation can maintain stable performance with less manual intervention.
The PLC intelligent control system can coordinate conveyor movement, spray station operation, booth ventilation, furnace temperature, curing time, safety interlocks, alarms, and fault diagnosis. Operators can preset coating parameters for different workpieces. When production switches from a truck axle to a frame, or from a casting block to an engine-related part, the line can adjust process recipes more efficiently.
Automation also improves labor safety. Moving heavy workpieces manually creates risks of lifting accidents, collision, and operator fatigue. Automated conveying reduces repeated handling. Controlled spray booths and filtration systems reduce direct exposure to paint mist and waste gas. Clear process flow also makes the workshop easier to manage.
Another advantage is production data stability. Although the exact control configuration depends on the project, automated systems can help standardize operating conditions and support quality tracking. Consistent conveyor speed, spray timing, and curing temperature make it easier to identify and correct process deviations.
Compared with low-cost manual systems, automation requires more initial planning. However, for manufacturers with significant production volume, the benefits are substantial: higher efficiency, more stable quality, lower rework rate, better environmental control, and improved workforce utilization.

Modern coating equipment must meet both production and environmental requirements. Paint mist, volatile organic compounds, exhaust gases, noise, and energy consumption are major concerns in industrial coating workshops. A professional heavy-part coating line addresses these issues through closed-loop collection, efficient filtration, waste gas purification, energy-saving curing, and optimized airflow design.
Paint mist and waste gas can be collected and treated to reduce leakage into the workshop. High-efficiency filtration helps protect downstream equipment and improve air quality. Waste gas purification equipment supports emission compliance and helps manufacturers meet environmental assessment requirements.
The curing furnace can adopt waste heat recovery technology to reduce energy consumption. In suitable configurations, energy use can be reduced by approximately 30 percent compared with less efficient heating systems. For large castings and heavy truck parts, curing consumes significant energy because the workpieces have high thermal mass. Therefore, furnace insulation, airflow distribution, heating efficiency, and waste heat recovery all influence operating cost.
Noise control is another practical advantage. Keeping noise below 75 dB in appropriate designs supports a better working environment. This is important in large production workshops where conveyors, fans, spray equipment, and curing systems operate continuously.
Environmental protection is not only a compliance issue; it is also a competitiveness issue. Manufacturers that operate cleaner, more efficient coating lines can reduce penalties, improve worker retention, strengthen customer confidence, and meet increasingly strict supply chain requirements. For companies exporting equipment or parts, environmental performance can become a key factor in supplier evaluation.
No two heavy-part coating projects are exactly the same. A line for compact counterweight blocks differs from a line for long truck frames. A line for mining castings may require different pretreatment and coating thickness from a line for fenders or engine parts. Therefore, customization is central to the value of the system.
Customization begins with workpiece data. The supplier needs maximum and minimum dimensions, maximum weight, annual or hourly production capacity, coating material, required film thickness, corrosion resistance standard, color change frequency, plant layout, available utilities, and environmental requirements. These details determine conveyor load, hook spacing, booth size, pretreatment length, curing furnace dimensions, heating method, ventilation volume, and filtration configuration.
For counterweight blocks, the line may emphasize high load-bearing hooks, compact spacing, strong pretreatment, and thick protective coatings. For truck axles and frames, the line may require extended booth length, multi-angle spray coverage, and adjustable fixtures. For drawer-type bus components or multi-panel structures, the design may focus on reaching internal surfaces and preventing coating dead zones.
The modular structure makes installation and expansion easier. If production grows, the automation level can be upgraded or additional coating categories can be added. Modular design also supports easier maintenance because components can be accessed, disassembled, inspected, and replaced more efficiently.
This flexibility gives the product an advantage over fixed standard lines. A standard line may appear cheaper at first, but if it cannot handle the largest workpiece or required production rhythm, later modifications can become costly. A customized heavy-duty line is designed to match the real manufacturing requirement from the start.
A coating line for large castings and heavy truck parts is a large industrial system. The supplier must have engineering experience, production capacity, installation capability, and quality control discipline. JIANGSU YUE ZE ENVIRONMENTAL PROTECTION EQUIPMENT CO., LTD. is located in Yancheng, Jiangsu, China, and operates a manufacturing facility covering 35,000 square meters with a registered capital of 58 million yuan. This industrial scale supports the design and manufacturing of large coating lines, paint and bake booths, grinding rooms, conveyors, curing systems, and environmental protection equipment.
The company has more than 40 years of accumulated experience in industrial surface treatment and environmental protection equipment. Its product scope includes powder coating lines, electric vehicle assembly lines, automotive counterweight spray lines, paint and bake booths, large-part grinding rooms, waste gas treatment equipment, infrared radiation drying systems, automated conveying systems, intelligent coating lines, and environmental protection equipment. This broad experience is valuable because heavy-part coating lines require coordination across mechanical, thermal, ventilation, electrical, environmental, and process engineering.
In 2014, the company pioneered a hanging automatic painting process line for casting counterweight blocks, covering finishing, polishing, primer application, and topcoat application. This achievement demonstrates practical experience with dense, heavy, and difficult cast components. The same engineering logic is applicable to large castings and heavy truck parts today: stable conveying, thorough surface preparation, controlled spraying, reliable curing, and integrated environmental treatment.
The company offers integrated research and development, manufacturing, installation, and customized equipment solutions. For customers, this means the project can be managed as a complete system rather than as separate equipment purchases. A one-stop approach reduces interface problems between conveying, booths, furnaces, controls, and waste gas treatment systems.
Strict quality control and advanced production technology are important strengths. Large coating equipment must maintain dimensional accuracy, structural strength, airflow reliability, heating stability, and control safety. Careful manufacturing and inspection reduce installation difficulties and improve long-term operation. Customer-focused service and customization also help ensure that the final line fits the buyer’s actual production conditions.
The quality of a coating line depends not only on the design concept but also on how the equipment is manufactured and delivered. A professional project execution process usually begins with technical consultation. Engineers collect workpiece drawings, size ranges, weights, production capacity targets, coating specifications, workshop conditions, and environmental requirements.
After data collection, the process plan is developed. This includes pretreatment sequence, spray method, curing method, conveyor type, layout direction, booth size, furnace length, airflow design, control system, waste gas treatment method, and maintenance access. For heavy workpieces, load calculations and safety margins are especially important.
Next comes layout design. The line must fit the customer’s workshop while allowing safe loading, unloading, maintenance, material flow, and operator access. A good layout reduces unnecessary handling and improves production rhythm. It also helps avoid conflicts with cranes, columns, doors, storage areas, and existing utilities.
Manufacturing follows approved technical drawings. Structural components, booth panels, conveyor parts, heating systems, ventilation ducts, filtration units, control cabinets, and safety components must be produced according to quality requirements. Advanced production technology and strict quality control help ensure equipment accuracy and durability.
Before shipment, inspection and functional verification are important. Components should be checked for fit, finish, strength, and completeness. Control logic, electrical systems, and key mechanical functions may be tested according to project conditions. After delivery, installation teams assemble the line, connect utilities, adjust systems, and support commissioning.
Commissioning verifies conveyor operation, booth airflow, spray performance, curing temperature, waste gas treatment, safety interlocks, and process timing. Operators can then be trained in daily operation, maintenance, fault handling, and parameter adjustment. This complete project process helps the customer move from equipment purchase to stable production more smoothly.
The coating line is suitable for many heavy industrial and vehicle component applications. Engineering castings, such as machinery bases, structural cast parts, and counterweight blocks, benefit from strong pretreatment and thick protective coatings. Mining equipment castings require high durability because they operate in abrasive, dusty, and humid environments.
Heavy truck chassis parts need anti-corrosion protection and stable coating thickness across long structural members. Axle housings require coverage around cylindrical surfaces, welded areas, and mounting points. Frames require consistent coating on inner and outer surfaces. Fenders and exterior parts may require smoother appearance in addition to corrosion protection.
Engine-related castings and heavy truck components may face heat and oil exposure, so coating performance must be matched to the operating environment. Wheel hubs, brackets, suspension components, and industrial frames also benefit from stable automatic coating.
The line can serve manufacturers producing large volumes of standardized parts as well as companies with multiple product categories. Because coating parameters can be preset and line modules can be customized, the system supports batch switching while maintaining production control.
High-quality coating production requires inspection at several stages. Before coating, the surface should be checked for oil, rust, sand residue, burrs, and moisture. After pretreatment, the surface should be clean and properly prepared. Before curing, wet film or powder coverage should be evaluated to ensure there are no missing areas.
After curing, film thickness measurement is important. The coating should meet the specified range, such as 50 to 200 micrometers depending on the process. Too thin a film may reduce corrosion resistance. Too thick a film may waste material or cause defects.
Adhesion testing helps confirm that pretreatment and curing are effective. Visual inspection identifies sagging, bubbles, pinholes, roughness, color inconsistency, and uncovered corners. For truck parts and industrial castings, corrosion resistance testing may also be required according to customer standards.
The advantage of an automatic line is that once quality parameters are validated, the system can repeat them more consistently than manual production. If defects occur, the controlled process makes it easier to trace possible causes, such as pretreatment concentration, drying temperature, spray parameter, conveyor speed, or curing condition.
Maintenance determines whether a coating line continues to perform well after installation. The modular structure of the heavy-duty coating line supports easier inspection, disassembly, and replacement. Fault self-inspection helps operators identify problems faster and reduce downtime.
Common maintenance areas include conveyor chains, hooks, bearings, drives, spray guns, filters, booth panels, furnace seals, burners or heating elements, fans, ducts, sensors, and control cabinets. Regular cleaning prevents paint buildup and maintains airflow. Filter replacement keeps paint mist and waste gas treatment effective. Conveyor inspection helps prevent unexpected stoppages.
For curing systems, temperature uniformity should be checked periodically. Uneven curing can affect adhesion and coating durability. For pretreatment systems, chemical concentration, bath cleanliness, spray nozzles, pumps, and drying performance should be monitored. For environmental systems, emission control performance should be maintained according to regulations.
A professional supplier’s after-sales support can make a major difference. Installation guidance, operator training, maintenance advice, spare parts support, and technical communication help customers keep the line stable. This is especially important for heavy-part manufacturers because downtime can interrupt upstream and downstream production.

Before ordering a custom coating line, buyers should prepare detailed technical information. The most important data includes maximum workpiece length, width, height, and weight. Buyers should also provide the smallest workpiece size because hook spacing and spray coverage must accommodate the full product range.
Production capacity is another key factor. The supplier needs to know the required number of parts per hour, shift schedule, annual output, and batch switching frequency. This information affects conveyor speed, booth quantity, curing length, loading and unloading design, and automation level.
Coating requirements must also be defined. Buyers should specify whether the line will use primer, topcoat, clear coat, powder coating, liquid paint, anti-corrosion coating, or other processes. Required film thickness, color type, curing temperature, corrosion resistance target, and appearance standard should be discussed early.
Workshop conditions are equally important. Available floor area, building height, crane positions, doors, ventilation routes, power supply, gas supply, compressed air, water treatment, and environmental restrictions can influence layout. If the supplier understands these conditions from the beginning, the final design will be more practical.
Buyers should also evaluate supplier experience. A company that has completed similar heavy-part projects is more likely to understand load-bearing design, surface preparation challenges, curing of heavy workpieces, and environmental compliance. Project references, manufacturing scale, customization ability, and after-sales service should all be considered.
A dedicated coating line requires investment, but it can generate long-term value through efficiency, quality, material savings, labor reduction, lower rework, environmental compliance, and stronger production capacity. For manufacturers of large castings and heavy truck parts, coating is often a bottleneck. If coating cannot keep up with machining or assembly, delivery schedules suffer.
Automation can improve coating efficiency by more than 40 percent in suitable applications by reducing manual handling, stabilizing production rhythm, and integrating multiple stages. Better film thickness control reduces paint waste. Improved pretreatment and curing reduce rework and warranty risks. Environmental systems help avoid compliance interruptions.
Stable coating quality also improves brand reputation. Heavy truck and industrial equipment customers expect durable parts. If coatings peel, rust, or fail early, the supplier may face complaints, repair cost, and lost trust. A professional coating line helps protect both the product and the manufacturer’s reputation.
Energy-saving curing and waste heat recovery can reduce operating costs. While exact savings depend on line configuration, workpiece type, production volume, and local energy prices, the potential reduction in energy consumption is meaningful for heavy components with high heat demand.
The modular design also protects future value. As production changes, the line can be upgraded or expanded more easily than a fixed, non-modular system. This reduces the risk that the equipment becomes obsolete when new product types are introduced.
A standard paint booth mainly provides a controlled space for spraying, while this coating line integrates heavy-duty conveying, grinding or finishing, multi-stage pretreatment, electrostatic spraying, curing, environmental purification, PLC control, and production logistics. It is designed specifically for large, heavy, and irregular workpieces.
Yes. The line can be customized according to workpiece size, weight, geometry, coating process, and production capacity. Conveyor load, hook spacing, booth dimensions, spray angles, and curing method can be designed to cover both dense castings and long truck components.
Castings often have sand residue, pores, oxide scale, rust, and oil stains. If these are not removed, coating adhesion will be weak and corrosion may occur later. Degreasing, washing, derusting, phosphating, and drying create a cleaner surface and improve coating durability.
The coating process can be configured for an adjustable film thickness range of about 50 to 200 micrometers, depending on coating material, protection requirement, workpiece type, and process design.
Infrared radiation can heat the coating layer directly, which helps cure primer and topcoat layers on heavy castings. It can improve curing efficiency and support stable film formation, especially when the workpiece has large thermal mass.
The line can be equipped with closed-loop paint mist collection, high-efficiency filtration, waste gas purification, and energy-saving curing systems. These configurations help reduce emissions, prevent paint mist leakage, lower energy consumption, and support environmental compliance.
A buyer should provide maximum and minimum workpiece dimensions, maximum weight, production capacity, coating material, film thickness requirement, corrosion resistance standard, workshop layout, available utilities, and environmental requirements. This information helps engineers design a suitable line.
Yes. The modular structure supports later upgrades, automation expansion, and additional coating categories. This makes the line suitable for manufacturers whose product range or production volume may change over time.
Heavy-part coating lines require expertise in load-bearing conveying, surface treatment, spraying, curing, environmental control, and automation. An experienced manufacturer with large-scale production capability and completed heavy-part projects can reduce project risk and improve long-term performance.
A coating line for large castings and heavy truck parts is a strategic production asset for manufacturers that need stable quality, high efficiency, strong corrosion resistance, and environmental compliance. Its value lies in the complete integration of heavy-duty conveying, grinding and finishing, pretreatment, electrostatic spraying, curing, waste gas purification, PLC intelligent control, and modular customization.
Compared with manual spraying, light-duty lines, and simple paint booths, the dedicated heavy-duty coating line offers better load capacity, more uniform coating, stronger adhesion, higher automation, cleaner operation, and greater adaptability. It can cover large castings, engineering castings, mining equipment castings, truck chassis, axles, engine parts, frames, fenders, and other complex workpieces with fewer coating dead zones and more consistent results.
JIANGSU YUE ZE ENVIRONMENTAL PROTECTION EQUIPMENT CO., LTD. supports this product with large manufacturing scale, more than 40 years of accumulated experience, integrated R&D and manufacturing capability, customized engineering, strict quality control, and practical project experience in heavy-part automatic painting lines. For industrial manufacturers seeking a reliable, compliant, and future-ready coating solution, this modular automatic coating line provides a strong foundation for improved productivity, reduced operating cost, and long-term product protection.
1. Industrial Coating Technology Handbook, surface preparation and coating process principles.
2. Protective Coatings for Heavy Machinery and Commercial Vehicle Components, corrosion resistance and durability guidelines.
3. Automated Conveyor Systems for Industrial Finishing Lines, engineering considerations for heavy-load conveying.
4. Environmental Control in Paint and Powder Coating Operations, filtration, ventilation, and waste gas treatment practices.
5. Infrared Curing and Drying in Industrial Coating Applications, curing efficiency and thermal process management.
Professional coating line specially designed for large castings and heavy truck parts, applicable to various large castings (engineering castings, mining equipment castings, industrial castings) and h...
See Details
Professional coating line dedicated to truck body manufacturing and refurbishment, applicable to various truck types (heavy-duty truck, light-duty truck, pickup truck, van, commercial truck). Main typ...
See Details
Professional electrophoresis coating line specially designed for electric vehicles (EVs), applicable to various EV types (passenger EV, commercial EV, new energy logistics vehicle) and EV components. ...
See Details
Professional spray coating line specially designed for car wheel manufacturing and refurbishment, applicable to various car wheel types (steel wheel, aluminum alloy wheel, forged wheel, cast wheel, pa...
See Details
Professional spray coating line specially designed for motor casings, applicable to various motor casing types (electric vehicle motor casing, industrial motor casing, household motor casing, high-tem...
See Details
Professional spray coating line specially designed for car wheel manufacturing and refurbishment, applicable to various car wheel types (steel wheel, aluminum alloy wheel, forged wheel, cast wheel, pa...
See DetailsBuild Your Customized Industrial Coating System
Send us your workpiece information, production capacity, coating process, workshop layout, and environmental requirements. Yueze will help evaluate your project and develop a suitable coating, conveying, drying, and environmental treatment solution.
Main menu
Products
Contact Us
Company Address:
No. 12, Park Avenue, Shanggang Industrial Park, Jianhu, Yancheng City, Jiangsu Province
Message Us Right Now!
Follow us: